想要一睹热镀锌管货到付款产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:湖南益阳热镀锌管货到付款的图文介绍
“天天都是 3.15”是我们始终遵循的宗旨,坚持以质量求生存、品质求发展,不断开拓创新。聚旺物资(益阳市分公司)全体员工以“再铸辉煌”为精神动力与社会各界同仁携手共创 正大镀锌焊管天地,欢迎新老客户莅临我公司参观指导。

无缝管因其优良的机械性能和耐腐蚀性,在多个领域得到广泛应用。在石油地质钻探领域,无缝管是地质部门进行岩心钻探的重要工具,包括钻杆、湖南益阳当地钻铤和岩心管等。在船舶制造领域,碳钢无缝钢管用于制造船舶的耐压管系、湖南益阳附近锅炉和过热器,确保船舶的运行。在锅炉制造领域,低中压锅炉和高压锅炉用无缝钢管用于制造锅炉的过热蒸汽管、湖南益阳同城沸水管等,能够承受高温高压环境。在汽车制造领域,无缝钢管用于制造汽车的半轴套管及驱动桥桥壳轴管,提高汽车的稳定性和性。此外,无缝钢管还广泛应用于石油化工、湖南益阳当地流体输送、湖南益阳当地化肥设备、湖南益阳同城液压和气动缸筒等领域,满足不同行业的特殊需求。### 结论无缝钢管的材质种类繁多,每种材质都具备独特的特性和适用领域。在选择无缝钢管时,需要根据具体的使用环境和要求,选择合适的材质和规格。无论是碳钢无缝钢管、湖南益阳合金无缝管还是特殊合金无缝钢管,都以其优异的性能和广泛的应用领域,在工业领域发挥着重要作用。

合金无缝管是在碳钢的基础上添加了其他合金元素,以其强度和耐腐蚀性。这类钢管包括不锈钢无缝钢管、湖南益阳本地铝合金无缝管和合金结构钢无缝钢管等。不锈钢无缝钢管,如304和316等牌号,具有优异的耐腐蚀性和耐高温性能,广泛应用于化工、湖南益阳当地石油、湖南益阳本地食品和医疗等行业。铝合金无缝钢管则因其轻量化、湖南益阳耐腐蚀和易加工的特性,常用于航空航天、湖南益阳汽车制造和建筑领域。合金结构钢无缝钢管,如CrMo和CrMo910等,具有高强度和耐磨性,适用于高温和高压环境下的应用,如锅炉、湖南益阳石油钻探和发电设备等。### 耐热合金无缝管耐热合金无缝钢管主要用于高温环境下的应用,如热交换器、湖南益阳高温管道和炉具等。这类钢管通常具有较高的热稳定性和抗氧化性能,能够在高温下保持其机械性能和结构完整性。常见的耐热合金无缝钢管有1Cr18Ni9Ti和1Cr17Ni7等。


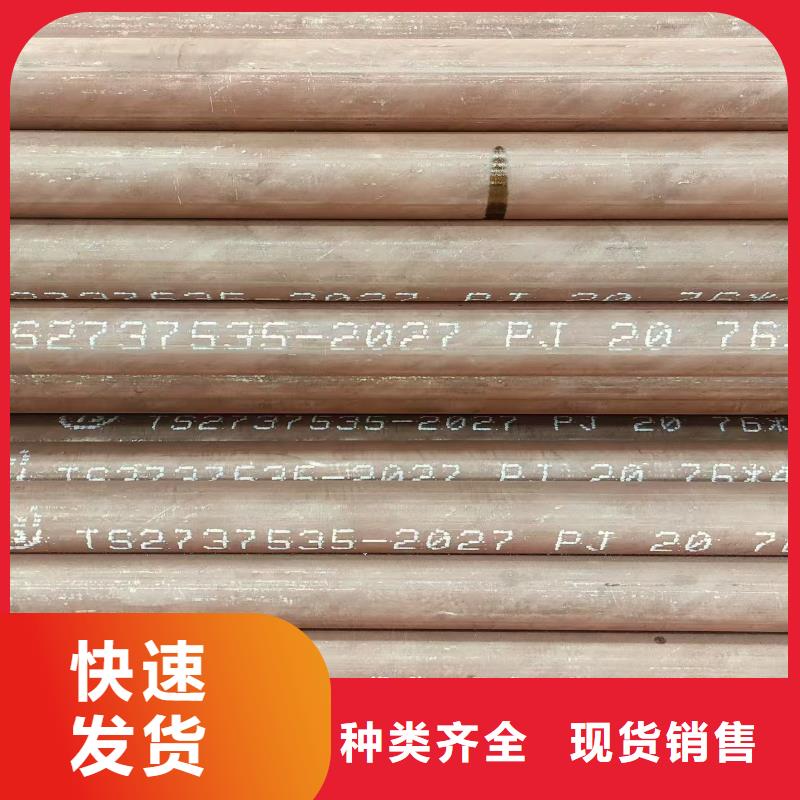
热轧厚壁无缝管、湖南益阳当地冷轧厚壁无缝管、湖南益阳附近冷拔厚壁无缝管、湖南益阳本地挤压厚壁无缝管、湖南益阳当地顶管结构用不锈钢无缝管(GB/T14975-2002)是用于一般结构和机械结构的无缝钢管,广泛用于化工、湖南益阳石油、湖南益阳同城轻纺、湖南益阳当地医疗、湖南益阳食品、湖南益阳机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、湖南益阳附近扩)和冷拔(轧)无缝钢管。流体输送用不锈钢无缝管(GB/T14976-2002)是用于输送水、湖南益阳油、湖南益阳同城气等流体的一般无缝钢管,通常是用不锈钢制成的热轧(挤、湖南益阳同城扩)和冷拔(轧)无缝钢管。异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、湖南益阳不等壁厚异型无缝钢管(代号为BD)、湖南益阳附近变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、湖南益阳当地工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。






 扫一扫
扫一扫